
Integrating a vision system with lasers is a way to increase accuracy and drive efficiency. However, implementing all of the required features and aspects into the vision system is no easy task. There are a variety of different variables and approaches in order to design the optimal vision system for the desired laser application.
The expert engineering team at CMS has been developing and integrating vision systems for more than two decades and is able to leverage this extensive experience in each custom laser system.
In a previous post, we discussed the three roles of vision in laser processing: identification, guidance, and verification. In this post, we’ll discuss four key variables that must be considered when working with lasers and vision: cameras, lighting, optics, and software controls. Let’s take a look:
Cameras
One of the first considerations when integrating vision into a laser system is identifying the right camera for the application. CMS Laser’s engineers are experienced with a wide selection of cameras and to determine the best fit, we look at key factors, such as resolution, process speeds, available algorithms and more, depending on what’s required.
The types of camera can broadly be grouped into two categories: high resolution (greater than 1 megapixel) and low resolution (less than 1 megapixel).
High Resolution:
Required when the system needs to see very fine details while maintaining a relatively large field of view and/or when tolerances of measurements are extremely tight and higher accuracy is needed. High-resolution cameras are commonly used during pre-processing, as greater detail is needed to detect a specific feature. However, there is a trade-off: high res cameras perform slower and require more processing power simply because there is more information for the system to process.
Low Resolution:
This type of camera is often used when speed or lower cost is the priority and measuring location and accuracy isn’t quite as critical. Although low resolution doesn’t offer the same level of accuracy as high resolution, it is exponentially faster and requires less processing time and computing power.
Lighting
The lighting functions of vision systems are software controlled and can be programmed to have multiple configurations within the same system. Let’s take a look at some of the factors to take into account when designing a vision lighting setup:
Bright Field vs. Dark Field:
It’s essential for the vision system to be able to see the product and understand its nuances (texture, reflective quality, color, etc.). That’s where bright field and dark field come into play. Various factors of reflectivity, such as relative colors, textures, or angle of surface, are a few of the considerations.
Bright field lighting is typically used in high contrast applications or when examining marks with contrasting reflective properties to the background. For example, a bright field is ideal when placing a dark-colored laser mark on a white PVC pipe. In simple terms, bright field is similar to using a flashlight to directly illuminate an area.
Dark field, or low angle lighting, is commonly used in applications where there is a need to repress reflections off the background and highlight textural details (such as laser etched marks). It provides an indirect light that helps the laser feature stand out.
Diffuse vs. Direct:
Diffuse lighting is used when a more uniform illumination is required. For example, when an uneven part surface (whether curved in one dimension or with other large variations) causes inconsistent illumination of the entire surface, diffuse lighting is used to project a consistent lighting across the entire surface.
Direct lighting is typically used to examine the flat parts where the angle of reflection is predictable and constant. Direct lighting allows for specific areas of the image to be illuminated brighter than others.
Backlighting:
Backlighting is needed to highlight the outline of a part (causing the part to appear as a silhouette) and to examine hole placements or dimensions.
Colors:
Different wavelength lighting (visible, UV, and IR) is used based on an application’s requirements. Although a vision system typically sees in black and white (or grayscale) because of faster processing, limiting lighting to a single wavelength can offer more clarity. A laser system can incorporate multiple colors to expand its capability across multiple products and applications (i.e. part color, mark color, or other contrasting components).
Optics
Cameras can be set up in different ways within a vision system to suit different laser applications and requirements. Let’s look at the most common optic configurations, starting with the most simple:
Off-axis direct view:
In this configuration, the camera and laser are directly facing down as the laser performs its function then moves to the next part. This type of optics works well for laser systems integrated with conveyors – since the camera and laser are working parallel to each other, no time is lost.
Off-axis at angle:
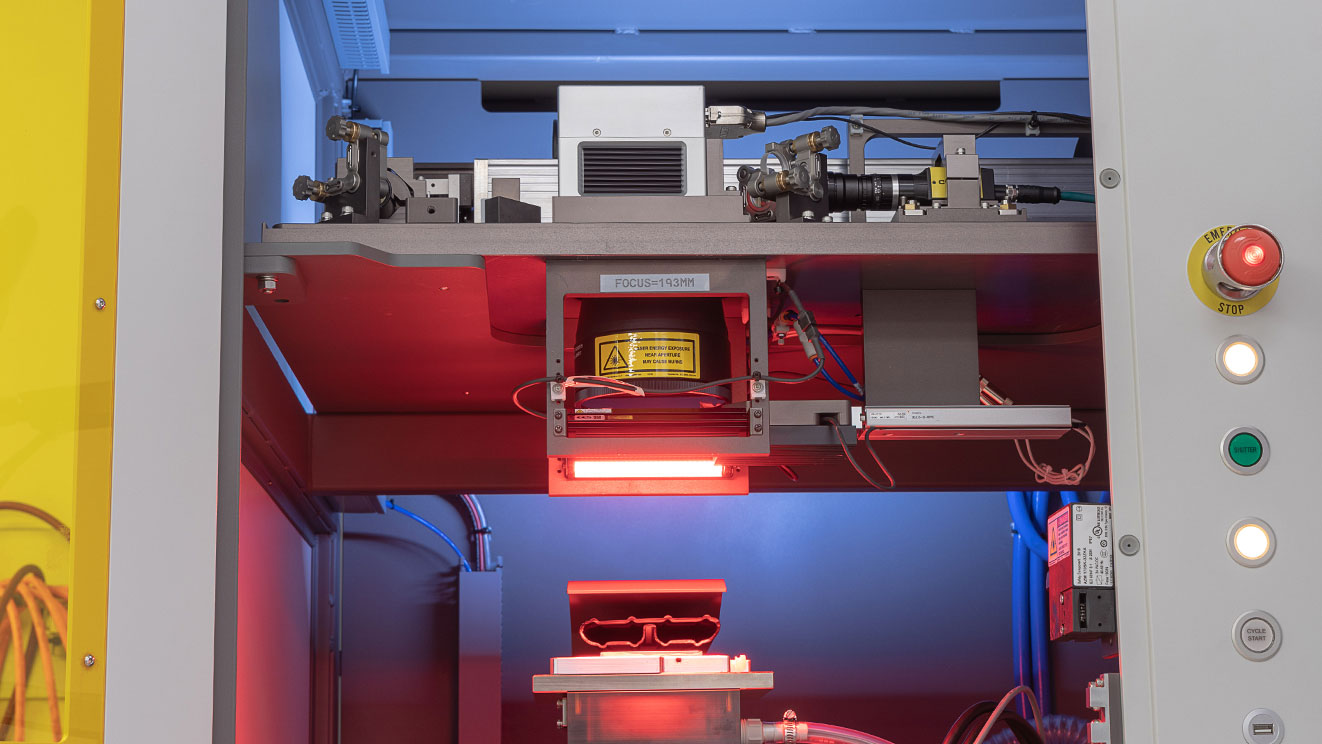
While the laser is pointed straight down, the camera is off to the side at an angle looking directly underneath the laser in this configuration. It eliminates the need for motion between the laser and camera position (the product remains stationary). Because of the camera angle, the image is originally distorted, but is corrected through perspective calibration in the control software. Typically, a long focus length camera lens is used to provide a larger depth of focus in vision.
One of the common applications of off axis at an angle vision is PCB laser marking. The camera is able to identify where to make the mark, the laser marks the board, then moves to the next position – all within a few milliseconds. The below video shows an off-axis at an angle vision integrated into a PCB laser marking system:
On-axis:
Also known as “through-the-optics vision” (TTOV), this is the most complex of the three options. The camera system is set up within the same lens as the laser. Although the field of view is small, it’s extremely fast and provides both high resolution and magnification.
The setup uses galvanometer mirrors to examine the part on the same axis as the laser beam – allowing for fast motion of the camera field of view position and minimal delay between vision operation and laser processing.
3-D Vision:
The optics we’ve discussed so far have involved a single camera and two-dimensional space. However, vision systems can be expanded to the third axis, using multiple cameras or a stereo vision system (a single camera with two lens).
At CMS Laser, we are increasingly working with applications that require 3-D vision within their laser systems. For pre-processing, 3-D vision can inform the system of exact part dimensions (length, width and height). This can help with part sorting and increase accuracy. In post-processing, after the part is lased, the 3-D vision system can validate the depth of etching, engraving, or hole drilling, and quantify the end result.
Software Controls
Cameras, lighting, and optics are all valuable features that provide a great deal of help for the desired laser application. However, none of them would be able to properly function without sophisticated software controls. The software capabilities brings all the variables together and can be leveraged to add flexibility and versatility within a laser system.
- Lighting: The laser system software can be programmed to control multiple lighting configurations and functions within the same system making it possible for different parts and products to be processed.
- Optimization: Software is used to optimize recognition, verification, and validation in many aspects, such as pattern finding or matching, image enhancement, binarizing, text data verification, 1-D barcode or 2-D matrix data reading, and more.
- Corrections: Software provides necessary corrections for vision distortion depending on the optics utilized.
- Verification: The vision system and software work in concert with each other to verify the results of the system. The software understands the requirements of the process and the vision system confirms accuracy and quality.
Final Thoughts
Each piece of the vision system should be carefully considered to ensure an effective integration into the greater laser system. CMS Laser’s highly skilled engineers have years of experience in creating custom laser systems integrated with vision.
Coming soon, we’ll take a look at two laser systems developed by CMS Laser for customers that needed an automated process that integrated vision guidance for laser cutting and marking applications.
Do you have questions regarding vision systems within your laser applications? Contact us today to discuss your needs and specifications.






0 comments
Leave a comment.